UDA-POIG.01.03.02-06-095/11-00
|
|
|
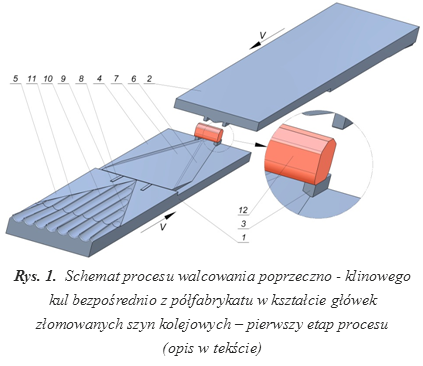
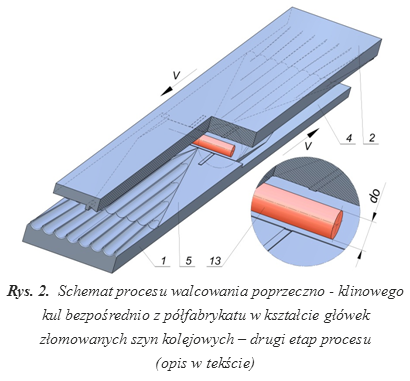
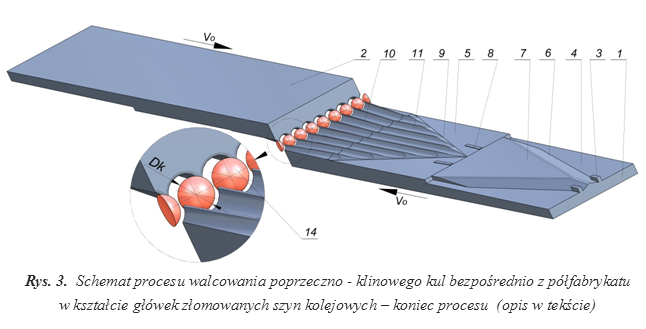
Zaproponowany proces umożliwia na jednoczesne kształtowanie od kilku do kilkunastu kul miedzy przemieszczającymi się w przeciwnych kierunkach narzędziami w kształcie płyt. Schemat procesu walcowania poprzeczno – klinowego kul bezpośrednio z główek złomowanych szyn kolejowych przedstawiono na rysunkach numer 1 i 2. W procesie wykorzystuje się narzędzia w kształcie płaskich płyt 1 oraz 2, równoległych do siebie, na powierzchniach których umieszczone są robocze występy klinowe. Narzędzi składają się z dwóch podstawowych stref: wstępnego kształtowania półfabrykatu oraz właściwego walcowania kul. W pierwszej strefie narzędzia mają kształt płaskich klinów, których zadaniem jest wstępne przygotowanie półfabrykatu w wyniku przekształcenia nieregularnego kształtu główki szyny kolejowej w pręty o zarysie kołowym. W drugiej strefie narzędzi na powierzchniach roboczych płyt umieszczone są wzdłużne występy klinowe o zarysie półokrągłym, które kształtują odkuwki kul z półfabrykatu przygotowanego w pierwszym etapie procesu. W pierwszej fazie procesu walcowania wsad 12 w postaci główki odciętej od złomowanej szyny kolejowej umieszczany jest w strefie wejściowej między dwoma płaskimi narzędziami 1 i 2 na ścieżkach prowadzących 3 (rys. 1). Następnie narzędzia 1 i 2 wprawiane są w przeciwbieżny ruch postępowy z taką samą prędkością v. Przemieszczające się wraz z narzędziami płaskie występy 7 o klinowych powierzchniach bocznych 6 wcinają się we wsad 12, wprawiając go w ruch obrotowy i kształtują półfabrykat 13 w postaci pręta o średnicy do zbliżonej do wymiaru gotowej kuli Dk (rys. 2). W kolejnym etapie procesu ukształtowany w pierwszej strefie półfabrykat 13 chwytany jest przez ścieżki prowadzące 8 umieszczone na początku drugiej strefy narzędzi i wprawiany w ruch obrotowy. Jednocześnie następuje stopniowe zagłębianie się w materiał klinów 9, na powierzchniach których umieszczone są wzdłużne występy 10, rozdzielające bruzdy 11 o wklęsłych powierzchniach bocznych. W wyniku oddziaływania przemieszczających się występów 10 kształtowane są kule 14, które w ostatniej fazie walcowania są oddzielane od siebie przy pomocy noży rozcinających (rys. 3). Proces walcowania kul bezpośrednio z główek złomowanych szyn kolejowych można również zrealizować w układzie, w którym tylko jedno z płaskoklinowych narzędzi wykonuje ruch postępowy, zaś drugie pozostaje nieruchome, dzięki czemu możliwe jest uproszczenie konstrukcji walcarki. Główną zaletą opracowanego procesu walcowania jest możliwość jednoczesnego kształtowania wielu kul bezpośrednio z półfabrykatów w postaci główek odciętych od złomowanych szyn kolejowych. Dzięki temu możliwe jest wykorzystanie taniego materiału o wysokich parametrach wytrzymałościowych bez konieczności stosowania dodatkowych operacji.
|
|
 |
|

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego, Program Operacyjny Wiedza Edukacja Rozwój 2014-2020 "PL2022 - Zintegrowany Program Rozwoju Politechniki Lubelskiej" POWR.03.05.00-00-Z036/17