
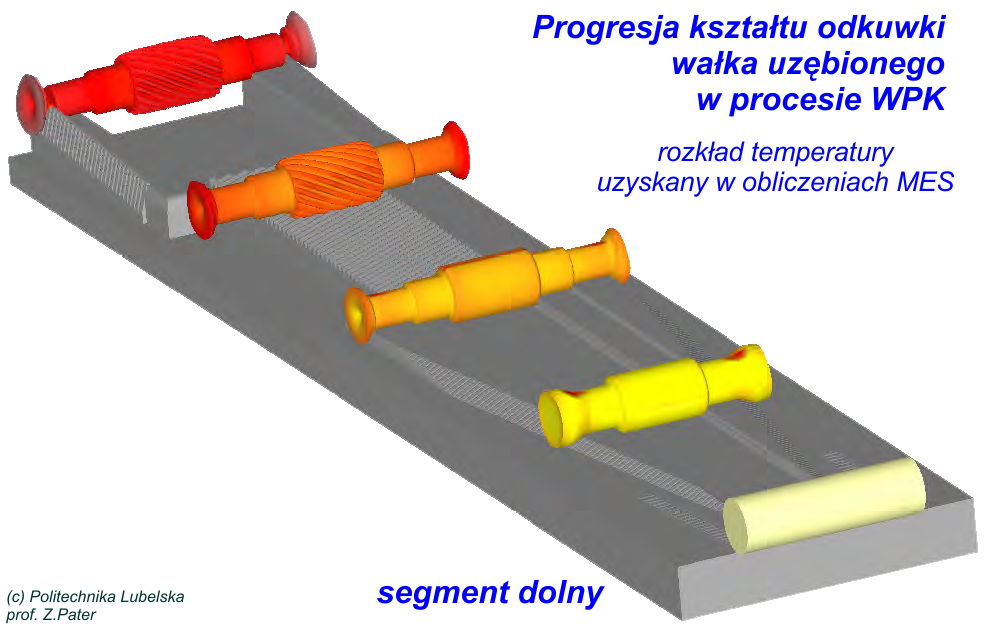
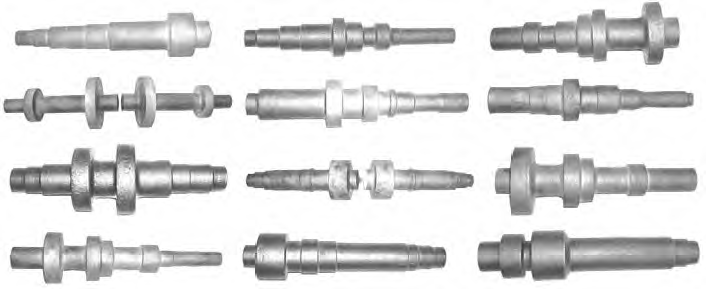
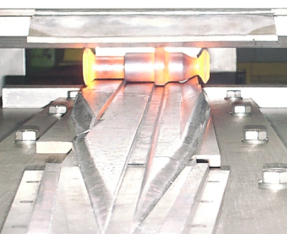
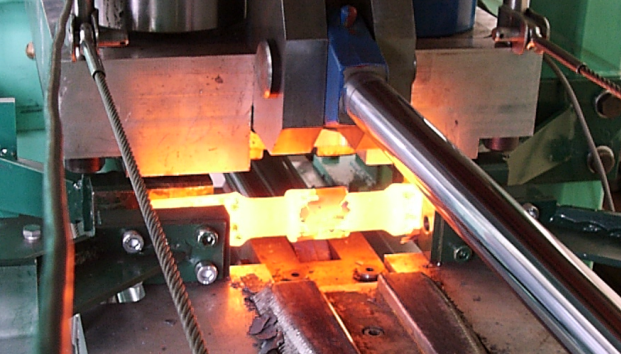
Walcowanie poprzeczno-klinowe (WPK) polega na plastycznym kształtowaniu wyrobów osiowo-symetrycznych za pomocą narzędzi w kształcie klinów. Narzędzia te mocuje się do walców lub płaskich płyt walcarek. Proces walcowania najczęściej realizowany jest na gorąco. Metoda WPK znajduje zastosowanie przede wszystkim w przemyśle maszynowym w produkcji seryjnej i masowej odkuwek wydłużonych typu stopniowanych osi i wałków. Równie często WPK wykorzystuje sie do wykonywania przedkuwek do kucia matrycowego wyrobów takich jak: klucze maszynowe, korbowody, dźwignie, widełki, korby pedałów rowerowych. Do innych wyrobów kształtowanych analizowana metoda zalicza sie: rdzenie izolatorów wysokiego napięcia, odkuwki części stosowanych w przemyśle motoryzacyjnym (czopy mechanizmów kierowniczych, czopy układów zawieszenia itp.), korpusy noży obrotowych, wkręty szynowe oraz kule do młynów.
Walcowanie poprzeczno-klinowe WPK zaczęto stosować na szersza skale dopiero w latach 60-tych i 70-tych XX wieku pomimo tego, że pierwszy patent (Lebek) powstał już 1879 roku. Jednakże proces ten, pomimo wielu wdrożeń przemysłowych oraz opracowania szeregu rozwiązań konstrukcyjnych walcarek przemysłowych, nie był dostatecznie rozpoznany w sposób teoretyczny jeszcze w ostatnim dziesięcioleciu ubiegłego wieku. Fakt ten był przyczyna podjęcia w Politechnice Lubelskiej, począwszy od roku 1989 intensywnych studiów nad technologia WPK. Prace badawcze odnoszące sie do procesu WPK, realizowane w Katedrze Komputerowego Modelowania i Technologii Obróbki Plastycznej, przebiegały początkowo przy czynnym udziale prof. dr hab. inż. Zbigniewa Patera, a następnie były realizowane pod jego kierunkiem. Uzyskane w efekcie tych badan rezultaty teoretyczno-doświadczalne zaowocowały zakończonymi pracami doktorskimi (Pater, 1994 r.; Bartnicki, 2005 r.; Tofil, 2008 r.; Tomczak, 2008 r.) oraz rozprawą habilitacyjną (Pater, 2001 r.).
Ważniejsze kierunki prowadzonych prac badawczych w Katedrze Komputerowego Modelowania i Technologii Obróbki Plastycznej:


|
|
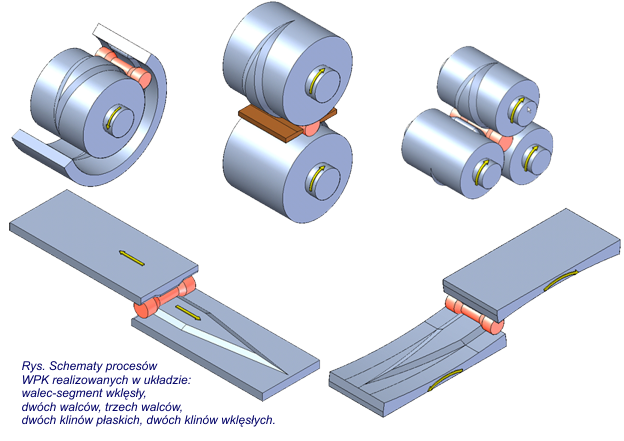
Analiza procesu walcowania ze spęczaniem klinowymi segmentami narzędziowymi |
||
|
Rodzaj projektu: Projekt badawczy finansowany ze środków MNiSW na naukę jako projekt Nr 7 T08B 03810 w latach 1996-1998. Słowa kluczowe: Spęczanie, walcowanie poprzeczno-klinowe. Cel projektu: Celem pracy było stwierdzenie możliwości kształtowania metodą walcowania poprzeczno-klinowego (WPK) wyrobów o średnicy większej od średnicy wsadu. Opracowano model teoretyczny procesu WPK. Zbudowano walcarkę laboratoryjną, którą wyposażono w siedem kompletów narzędzi. Pomierzono podstawowe parametry siłowe procesu WPK oraz rozkłady odkształceń. Opracowano programy komputerowe do symulacji procesu WPK oraz wspomagające proces projektowania narzędzi. Stwierdzono możliwość wzrostu średnicy do 25%. |
|||
|
|
Uruchomienie nowego procesu walcowania poprzeczno-klinowego przedkuwek i wyrobów osiowo-symetrycznych |
||
|
Rodzaj projektu: Projekt celowy finansowany ze środków MNiSW na naukę jako projekt Nr 7 T08B 198 99 C/4515 w latach 1999-2001. Wyniki upowszechnione w formie monografii:
|
|||
|
|
Uruchomienie nowego procesu kształtowania wkrętów z łbem prostokątnym |
||
|
Informacje czytaj na zakładce: '... Nauka / Kucie matrycowe ->Realizowane lub zrealizowane projekty badawcze, poz. 2' |
|||
|
|
Badania teoretyczno-doświadczalne procesu walcowania poprzeczno-klinowego wyrobów drążonych |
||
|
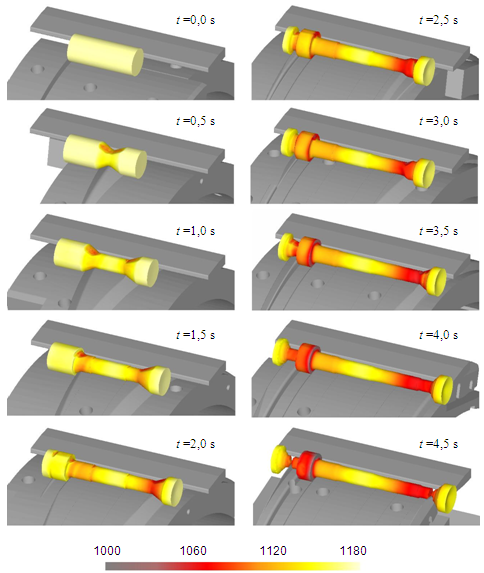
Rodzaj projektu: Projekt badawczy finansowany ze środków MNiSW jako projekt nr Nr 3 T08B 03126 w latach 2004-2005. Słowa kluczowe: Metoda elementów skończonych, modelowanie numeryczne, walcowanie poprzeczno-klinowe, wyrób drążony. Charakterystyka projektu: W pracy omówiono stan zagadnienia dotyczący technologii wytwarzania wyrobów drążonych oraz przedstawiono obszary ich zastosowań, skupiając się na przemyśle motoryzacyjnym, lotniczym i maszynowym, jako głównym odbiorcy tego typu elementów mechanicznych. Zaproponowano wykonawstwo wyrobów drążonych metodą walcowania poprzeczno-klinowego (WPK) i przeprowadzono szereg analiz numerycznych tego procesu. Ze względu na skomplikowany charakter kształtowania w obliczeniach zastosowano przestrzenny (3D) model numeryczny procesu. Stosując ten model wyznaczono obszary stabilności procesu WPK wyrobów drążonych oraz określono zaburzenia mogące występować w trakcie kształtowania. Ponadto, analizowano parametry siłowe procesów stabilnych i zaburzonych oraz rozkłady odkształceń w walcowanych wyrobach. Wyniki badań numerycznych weryfikowano w badaniach doiświadczalnych prowadzonych w walcarce płaskoklinowej. Wysoka zgodność jakościowa i ilościowa otrzymanych rezultatów potwierdziła właściwy dobór modelu numerycznego procesu oraz wykazała dużą przydatność metod numerycznych w analizowaniu podtawowych zjawisk zachodzących w trakcie kształtowania WPK. Uzyskane wyniki pozwoliły na wyznaczenie obszarów stabilności procesu WPK wyrobów drążonych oraz umożliwiły określenie zaburzeń mogących zakłócać uzyskanie wyrobów o zakładanym , prawidłowym kształcie. W ostatniej części pracy przedstawiono przykład zastosowania przemysłowego technologii WPK do kształtowania drążonych korpusów noży obrotowych. Uzyskane w warunkach przemysłowych zadowalające rezultaty ostatecznie potwierdzają możliwość szerszego wykorzystania technologii WPK do kształtowania wyrobów drążonych. |
|||
|
|
Badania teoretyczne i eksperymentalne procesu walcowania poprzeczno-klinowego odkuwek o kształtach złożonych |
||
|
Rodzaj projektu: Projekt badawczy finansowany ze środków MNiSW jako projekt nr Nr N508 024 31/1444 w latach 2006-2009. |
|||
|
|
Uruchomienie produkcji noży obrotowych z zastosowaniem metody walcowania poprzeczno-klinowego |
||
|
Rodzaj projektu: Projekt celowy finansowany ze środków MNiSW jako projekt nr Nr 6 ZR9 2006 C/06767 w latach 2006-2009. |
|||
|
|
Opracowanie nowej technologii walcowania kul stalowych ze złomowanych szyn kolejowych |
||
|
Rodzaj projektu: Projekt rozwojowy finansowany ze środków MNiSW jako projekt nr Nr N R07 0012 06/2009 w latach 2009-2012. Słowa kluczowe: Walcowanie poprzeczno-klinowe (WPK), walcowanie wzdłużne, walcowanie skośne, cięcie laserem/plazmą, kule do młynów kulowych, kule łożyskowe, recykling złomu, szyny kolejowe, badania plastometryczne, analiza numeryczna, model matematyczny, model fizyczny, metoda elementów skończonych (MES), weryfikacja doświadczalna, próby laboratoryjne, próby przemysłowe. Cel projektu: Celem projektu było opracowanie technologii wytwarzania (półwyrobów) kul stalowych sposobem obróbki plastycznej. Efektem końcowym jest możliwość wykonywania kul w szerokim spektrum średnic (a w szczelności większych niż 60 mm) w produkcji wielkoseryjnej i masowej. Cechą znamienną opracowanej technologii jest wykorzystanie złomowanych szyn kolejowych jako materiału wsadowego. |
|||

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego, Program Operacyjny Wiedza Edukacja Rozwój 2014-2020 "PL2022 - Zintegrowany Program Rozwoju Politechniki Lubelskiej" POWR.03.05.00-00-Z036/17