UDA-POIG.01.03.02-06-094/11-00 pt.:
|
|
|
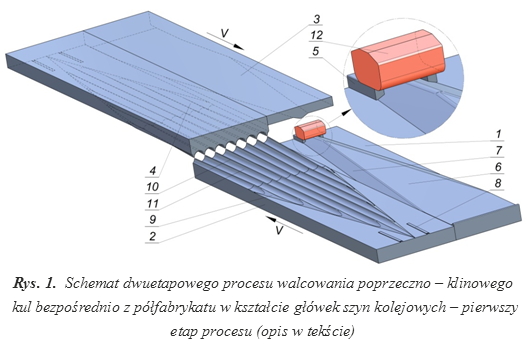
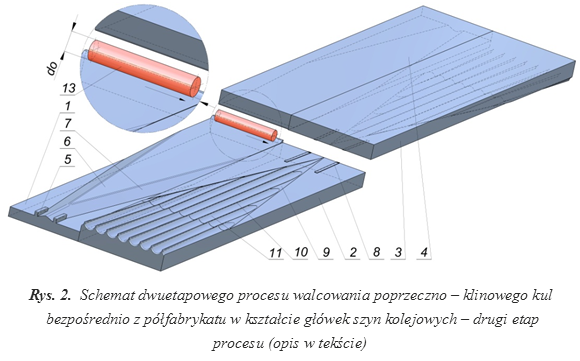
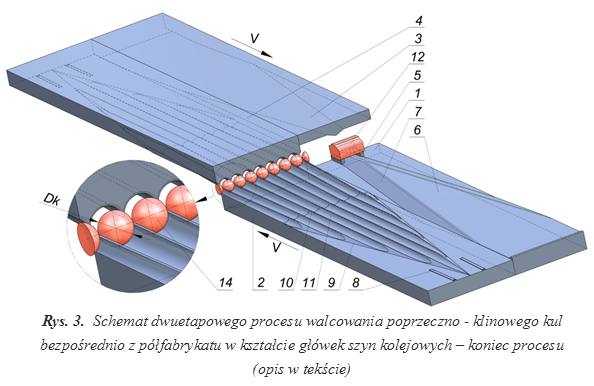
Przebieg procesu dwuetapowego WPK odkuwek kul z główek złomowanych szyn kolejowych przedstawiono na rysunkach numer 1, 2 i 3. Kule walcowane są między dwoma płaskimi narzędziami, przemieszczającymi się w przeciwnych kierunkach. Przy czym cechą charakterystyczną procesu jest brak ruchu jałowego narzędzi. W pierwszym etapie walcowania wsad 12 w kształcie główki szyny kolejowej umieszczany jest w przestrzeni roboczej segmentów 1 oraz 3, na których znajdują się płaskie występy 6 o klinowych powierzchniach bocznych 7 (rys. 1). Początkowe położenie wsadu ustalane jest za pomocą dwóch ścieżek prowadzących 5. Następnie uruchamiany jest przeciwbieżny ruch postępowy narzędzi, które przemieszczając się z jednakowymi prędkościami v, zagłębiają się we wsad 12, wprawiając go w ruch obrotowy. W tym czasie z główki szyny kolejowej kształtowany jest półfabrykat 13 w postaci pręta o przekroju kołowym i średnicy do zbliżonej do wymiaru kuli Dk. Po osiągnięciu przez narzędzia skrajnego położenia wyłączany jest ich ruch postępowy, a ukształtowany półfabrykat 13 zostaje przesunięty do przestrzeni roboczej, utworzonej przez segmenty 2 oraz 4 (rys. 2), zajmując położenie na dwóch ścieżkach prowadzących 8. Na powierzchniach roboczych segmentów 2 i 4 wykonane są wzdłużne występy 10 rozdzielające bruzdy 10 o zarysie półokrągłym. W kolejnym etapie procesu (po przesunięciu półfabrykatu między segmenty 2 oraz 4) uruchamiany jest powrotny ruch narzędzi, które przemieszczając się przeciwbieżnie, wprawiają półfabrykat 13 w ruch obrotowy. W wyniku oddziaływania przemieszczających się występów 10 o wklęsłych powierzchniach bocznych 11 kształtowane są kule, które w ostatniej fazie procesu rozdzielane są od siebie za pomocą noży rozcinających (rys. 3). Opracowaną metodą walcowania można kształtować od kilku do kilkunastu kul jednocześnie (w zależności od mocy walcarki oraz średnicy kul), co znacząco podnosi wydajność procesu w stosunku do kucia lub odlewania. Cenną zaletą jest również prosta konstrukcja narzędzi, które dzięki segmentowej budowie mogą być niezależnie poddawane regeneracji. Jednak największą zaletą opracowanej technologii jest wyeliminowanie ruchu jałowego (powrotnego) narzędzi, dzięki czemu w znacznym stopniu można skrócić czas pełnego cyklu kształtowania kul oraz ograniczyć zużycie energii.
|
|
 |
|

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego, Program Operacyjny Wiedza Edukacja Rozwój 2014-2020 "PL2022 - Zintegrowany Program Rozwoju Politechniki Lubelskiej" POWR.03.05.00-00-Z036/17